Für die Berechnung von Transport in ipolog 4 Material Flow werden unter anderem Bereitstellanforderungen benötigt. Diese können aus ipolog 4 Workspace exportiert und in ipolog 4 Material Flow importiert werden.
Was muss in ipolog 4 Workspace vorhanden sein?
Um Bereitstellanforderungen aus ipolog 4 Workspace zu exportieren, müssen folgende Daten vorhanden sein:
- In ipolog muss Montageprozess-Datei importiert sein, die folgende Informationen enthält:
Station und Materialfläche, AVO-Dauer (Dauer Max) und falls definiert AVO-Regeln, Material und ggf. Teile-Regeln sowie der Teileverbrauch pro AVO
- Des Weiteren ist die Definition der Taktzeit erforderlich. Diese wird für die Berücksichtigung des Offsets zwischen einzelnen Stationen benötigt.
Die Definition der Taktzeit erfolgt entweder in der Montageprozess-Datei oder direkt in ipolog 4 Workspace unter der Ansicht Options.
- Der nächste Bestandteil für das Generieren von Bereitstellanforderungen ist das Produktionsprogramm. In diesem ist die Produktionsreihenfolge eingetragen.
Zudem können dort die Code-Regeln hinterlegt werden, wenn nur bestimmte Teile in Varianten eines Produkts eingebaut werden sollen. Dabei müssen die Eintrage in der Spalte Codes mit den in der Montageprozessdatei hinterlegten Code-Regeln übereinstimmen.
Hat ein Auftrag keinen Eintrag in der Spalte Codes, so ist davon auszugehen, dass alle Teile, die diesem Produkt zugeordnet sind, eingebaut werden. Dabei werden auch die Teile eingebaut, die Code-Regeln enthalten.
Wie funktioniert die Berechnung?
Sind die drei Eingangsdaten alle vorhanden, können Bereitstellanforderungen aus ipolog 4WS exportiert werden. Die exportierten Bereitstellanforderungen haben dabei den folgenden Aufbau:
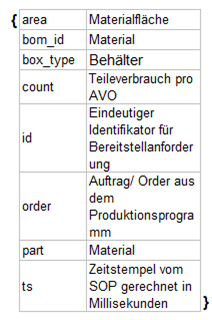
Sie können den Aufbau von Bereitstellanforderungen hier nochmals nachlesen.
Dieses Schema für den Aufbau von Bereitstellanforderungen wird nun auch bei der Erklärung des Aufbaus anhand eines Beispiels verwendet.
Bei dem Beispiel wird die folgende Montageprozess-Datei verwendet:

Als Taktzeit ist für dieses Beispiel 360 Sekunden definiert.
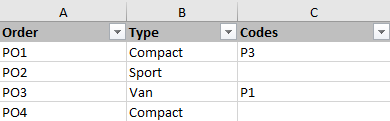
Das Produktionsprogramm beinhaltet insgesamt vier Produktionsaufträge, wie folgt dargestellt:
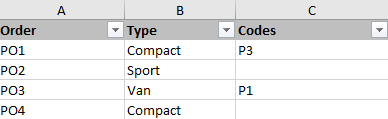
Order PO1
Nun wird der erste Auftrag PO1 betrachtet. Im Produktionsprogramm ist als Produkt Compact eingetragen. Zusätzlich ist der Code P3 hinterlegt für dieses Produkt.
Somit muss in der Montageprozess-Datei in der Spalte Produkt (Spalte E) nach allen Zeilen geschaut werden, die das Produkt Compact beinhalten.In dem betrachteten Beispiel sind das die Zeilen 2, 4 und 5.
Die Zeile 2 und die Zeile 4 werden für die Berechnung der Bereitstellanforderungen berücksichtigt.
Die Zeile 2 wird berücksichtigt, da hier keine AVO-Regel definiert ist und somit das Material im jedem Produkt eingebaut wird.
Die Zeile 4 wird berücksichtigt, da hier die AVO-Regel P3 definiert ist. Diese ist auch im Produktionsprogramm für das Produkt mit der Variante P3 definiert.
Die Zeile 5 wird nicht berücksichtigt, da hier eine andere AVO-Regel als die definierte eingetragen ist.
Somit sind für den ersten Auftrag insgesamt zwei Bereitstellanforderungen erforderlich, die wie folgt aussehen:
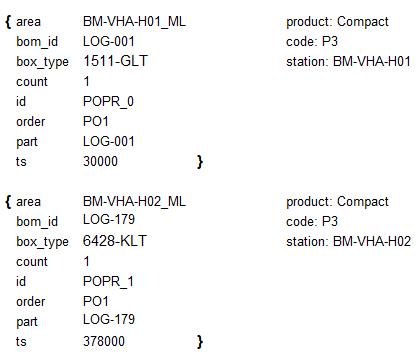
Die Area entspricht der Materialfläche, auf welcher das Teil platziert ist.
Dies entspricht für die erste Bereitstellanforderungen BM-VHA-H01_ML.
Diese Information setzt sich dabei wie folgt zusammen:
Station = BM-VHA-H01 + _ + Materialfläche = L
Daraus ergibt sich die Bezeichnung BM-VHA-H01_ML, da die Fläche beim Anlegen des Layouts als Station zusammen mit dem Conveyor, den Werkerflächen und den Materialflächen erstellt worden ist.
Analog zu der Logik für die erste Bereitstellanforderung, wird bei der zweiten Bereitstellanforderung die Fläche BM-VHA-H02_ML eingetragen.
Werden jedoch Flächen verwendet, die gemeinsam als Station mit anderen Flächen erstellt worden sind, so ist hier nur die Bezeichnung der Materialfläche zu finden (an entsprechende Stelle wird darauf verwiesen).
Die bom_id ist die Verknüpfung zu der LOG-ID im Logistischen Mengengerüst in ipolog 4 Materialflow. Wie diese aufgebaut sein soll, kann beim Export der Bereitstellanforderungen festgelegt werden. In diesem Fall entspricht die bom_id der Materialnummer (Spalte P).
Der box_type für die Bereitstellanforderung ist in der Montageprozess-Datei hinterlegt.
Für die erste Bereitstellanforderung entspricht dieser 1511-GLT. Diese Information kann direkt aus der Datei entnommen werden, wenn in der Zeile 2 nach dem Behälter-Typ für das betrachtete Teil gesucht wird.
Die zweite Bereitstellanforderung für den betrachteten Produktionsauftrag hat in diesem Fall den Behälter 6428-KLT eingetragen.
Der count beschreibt die Anzahl der Teile, die für den Anbau in das Produkt benötigt werden.
Bei diesem Produktionsauftrag ist beide Male eine 1 in der Spalte TeileverbrauchProAVO (Spalte AJ) eingetragen. Somit steht auch bei beiden Bereitstellanforderungen bei count die Zahl 1.
An entsprechender Stelle wird nochmals darauf verwiesen, wenn count von der Zahl 1 abweicht.
Jeder Bereitstellanforderung wird ein eindeutiger Identifikator von der Software direkt vergeben. Darauf kann kein Einfluss genommen werden. Hinterlegt wird dieser über den Eintrag id einer jeden Bereitstellanforderung.
Order ordnet die einzelnen Bereitstellanforderungen zu den Produktionsaufträgen zu.
Diese Bereitstellanforderungen werden dem Produktionsauftrag PO1 in diesem Fall zugeordnet.
Bei den darauf folgenden Bereitstellanforderungen für andere Produktionsaufträge steht dann der entsprechende Produktionsauftrag an dieser Stelle. Achten Sie bei den nachfolgenden Aufträgen einmal darauf.
Bei part wird das Material eingetragen, welches an der Montagelinie verbraucht wird.
Für die erste Bereitstellanforderung ist es hier LOG-001. Für die zweite Bereitstellanforderung LOG-179.
Der letzte Eintrag einer jeden Bereitstellanforderung ist der timestamp (ts). Dieser rechnet in der Einheit Millisekunden vom SOP an, zu welchem Zeitpunkt die Bereitstellung der Materialien an der Linie erforderlich ist. Der timestamp entspricht dabei bei der ersten Bereitstellanforderung des ersten Produktionsauftrags dem in der Spalte Dauer Max (Spalte J) definierten Dauer.
Für die erste Bereitstellanforderung sind das 30000.
Bei der zweiten und allen nachfolgenden Bereitstellanforderungen muss die Taktzeit mit berücksichtigt werden. Das bedeutet nun für das zweite Teil, welches an der folgenden Station benötigt wird:
| Taktzeit | Dauer Max der zweiten Bereitstellanforderung | ts |
| 360000 + | 18000 = | 378000 |
Die zweite Bereitstellanforderung wird nun nach zu einem Timestamp von 378000 Millisekunden aufgerufen.
Somit gilt für die Berechnung des timestamps allgemein:
((Anzahl Produktionsauftrag-1) * Taktzeit) + (Anzahl der bereits durchlaufenen Stationen des Produktionsauftrags * Taktzeit) + (Summe der Dauer der bereits an der Station durchgeführten Prozesse) + (Dauer Max für den betrachteten Produktionsauftrag)
Order PO2
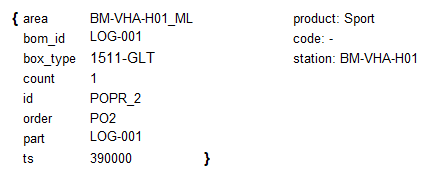
Für diesen Produktionsauftrag gibt es nur eine Bereitstellanforderung. Der Grund hier für ist, dass in der Montageprozess-Datei dieses Produkt nur einmal zu finden ist.
Die Einträge für area, bom_id, box_type, count, id und part werden analog zu dem ersten Produktionsauftrag gesetzt.
Die order wurde nun auf PO2 gesetzt, da diese Bereitstellanforderung für den zweiten Produktionsauftrag gilt.
Der timestamp berechnet hierbei wieder entsprechend der oben definierten Formel:
((2-1) * 360000) + (0*36000)+ (0) + (30000) = 390000
Hinweis: Die Einheiten wurden direkt in Millisekunden umgewandelt.
Order PO3
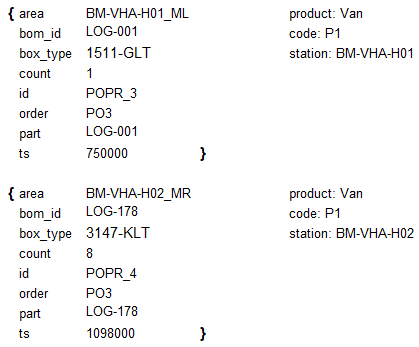
Dieser Produktionsauftrag gilt für das Produkt Van mit dem Code 1. Dafür sind zwei Materialien zu finden.
Zum einen in Zeile 2 das Material LOG-001 und zum anderen in Zeile 3 das Material LOG-178.
Die Werte sind wieder entsprechend den vorangegangenen Bereitstellanforderungen gesetzt worden.
Für den Eintrag count gibt es hier eine Abweichung zu den bereits betrachteten Bereitstellanforderungen für das Material LOG-178.
Anstelle eines TeileverbrauchProAVO (Spalte AJ) von 1 ist hier die Zahl 8 eingetragen. Somit werden für diese Produktvariante insgesamt 8 Teile dieses Materials an der Station verbraucht. Somit steht bei der zweiten Bereitstellanforderung ein count von 8.
Der timestamp für die erste Bereitstellanforderungen (Material LOG-001) berechnet sich wie folgt:
((3-1) * 360000) + (0 * 360000) + (0) + (30000) = 750000
Für den timestamp der zweiten Bereitstellanforderung gilt für die Berechnung:
((3-1) * 360000) + (1 * 360000) + (0) + (18000) = 1098000
Order PO4
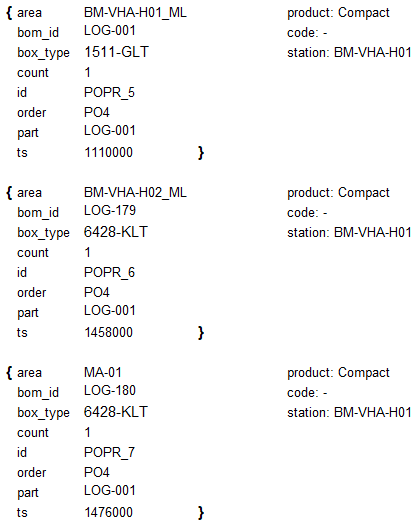
Der Produktionsauftrag PO4 hat keinen Code hinterlegt. Somit werden alle Teile in diesem Produkt verbaut, auch wenn ein Code für das Material an dieser Stelle definiert ist. Dadurch enthält dieses Produkt auch manche Teile mehrmals.
Insgesamt kommen für den Produktionsauftrag somit drei Einträge in der Montageprozess-Datei in Frage: Zeile 2, Zeile 4 und Zeile 5.
Die Bereitstellanforderungen werden hier wieder analog zu den zuvor betrachteten Bereitstellanforderungen generiert.
Die Besonderheit bei diesem Produktionsauftrag ist allerdings, dass für das Material LOG-180 die Materialfläche nicht zusammen mit einer Station, sondern getrennt von dieser, erstellt worden ist. Somit wird bei area hier nur MA-01 eingetragen.
Die Berechnung des timestamps wird auch hier nochmal gezeigt für die einzelnen Bereitstellanforderungen dieses Produktionsauftrags.
Bereitstellanforderung 1:
((4-1) * 360000) + (0 * 360000) + (0) + (30000) = 1110000
Bereitstellanforderung 2:
((4-1) * 360000) + (1 * 360000) + (0) + (18000) = 1458000
Bereitstellanforderung 3:
((4-1) * 360000) + (1 * 360000) + (18000) + (18000) = 1476000